本章目的:设计出符合铣削工艺的零件。
1.铣削件设计准则
1.1 铣削的加工区域不宜过深,深宽比不应过3:1
铣削的加工区域不宜过深,如图6-50所示。深宽比不应超过3:1,否则铣刀较长容易折断。
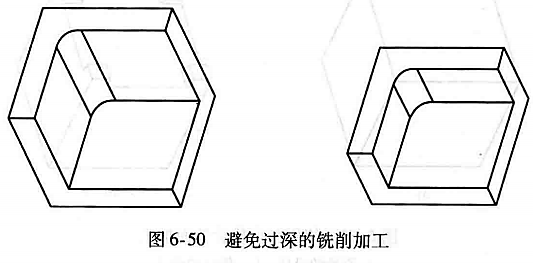
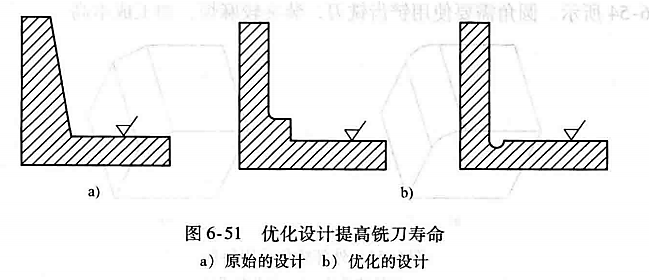
如果较长的铣刀不可避免,可通过如图6-51所示的方式来优化设计,提高铣刀寿命。
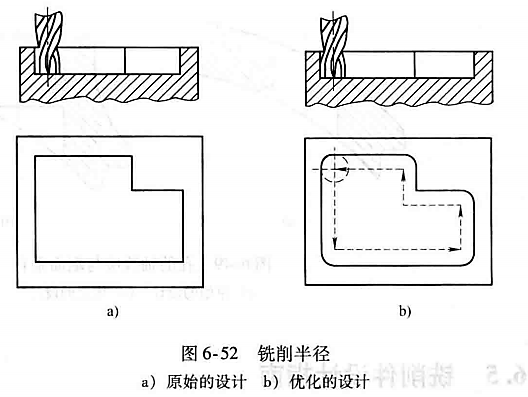
1.2 铣削沉凹结构的转角应留有最小的转角半径
零件的大面积沉凹结构的转角应留有一定的转角半径,而且最小转角半径应与标准铣刀直径一致。如图6-52所示,在原始的设计中,由于转角处是直角,零件无法通过铣削加工,需通过更加昂贵的工序(如EDM)加工;在优化的设计中,通过增加转角半径,即可通过铣削进行加工。
1.3 减少铣削加工面积
当零件整个平面的平面度要求较高时,需使用凸台的设计。如图6-53所示,仅仅只针对凸台进行铣削加工,这一方面容易保证平面度,另一方也可以减少铣削加工面积。

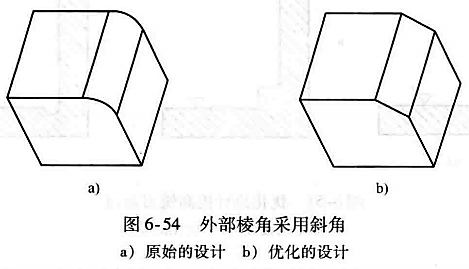
1.4 铣削加工零件外部用斜角而不是倒角
对于零件的外部棱角,在铣削加工时,应当采用斜角而不是圆角的方式,如图6-54所示。圆角需要使用铲齿铣刀,装夹较麻烦,加工成本高。