本章目的:了解塑胶件热熔装配方式的设计要点。
1.热熔的概念和原理
热熔是塑胶件与塑胶件或与其他零件,如金属件、印制电路板等进行装配的一种方法。热熔的原理:在塑胶件上有称为热熔柱的局部凸起,在需装配的零件上有对应的孔,热熔柱穿过孔,通过加热使热熔柱熔化再成型,从而将另一个零件紧固。根据加热方法的不同,热熔可分为热风热熔和脉冲热熔两种。
1.1 热风热熔
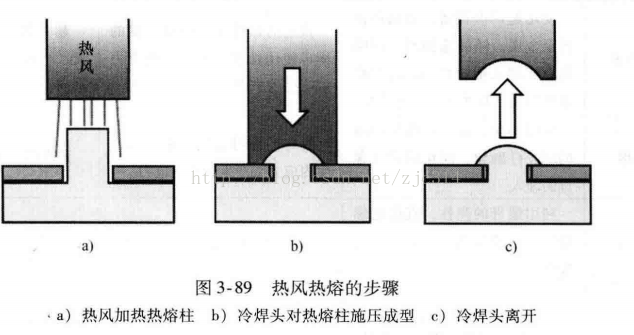
热风热熔是通过热风机产生热风,热风将塑料上预留的热熔柱、肋、筋等加热到塑料玻璃化转化温度(Tg)之上使之软化,通过冷焊头对塑料施加压力使其再成型,然后冷却到Tg之下,从而形成对另一个零件的永久性固定,如图3-89所示。
1.2 脉冲热压
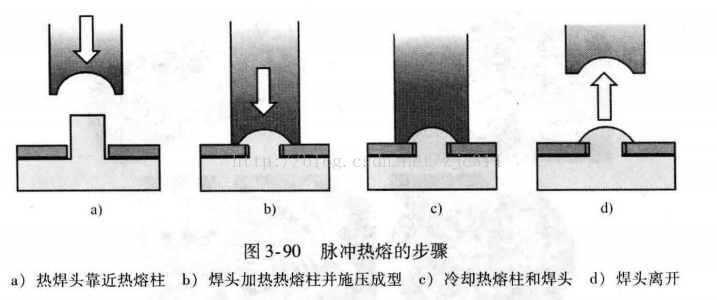
脉冲热压是利用变压器产生一个低电压的大电流,通过焊头令其迅速发热,热焊头将塑料加热到Tg之上使之软化,施加压力再成型,然后通过冷气将塑料冷却到玻璃化温度之下,从而形成对另一个零件的永久性固定,如图3-90所示。
//和超声波焊接的区别在于,超神波热熔加热焊头,超声波焊接加热塑料。
2.热熔的优点
相对于其他塑料装配方法,热熔具有以下优点:
>结构简单,仅仅利用塑料自身特性即可实现装配。
>无须添加任何粘合剂、溶剂、填料,不需要额外的紧固件。
>适用于塑胶件与其他不同材质之间的固定与装配。
>通过使塑料加热软化的方式避免应力的产生。
>大多数的热塑性塑料,包括PC、ABS、PPO、PBT以及玻璃纤维增强塑料(如PA66 +30%玻璃纤维)均可热熔;超声波热熔(脉冲热熔)不能热熔玻璃纤维增强塑料。
>玻纤增强塑料热熔时不会发生脆化。
>产由于是局部加热,不会对产品中的其他电子元器件造成损坏。
>适用于长期振动工作环境下零部件的固定与装配。
>生产效率高,可同时热熔多个点或者多个零件,例如在通信行业最多可一次性热熔200个点,适合大批量、低成本生产。
>热熔加工过程无振动、无污染、无噪声,环保、节能、快速、高效。
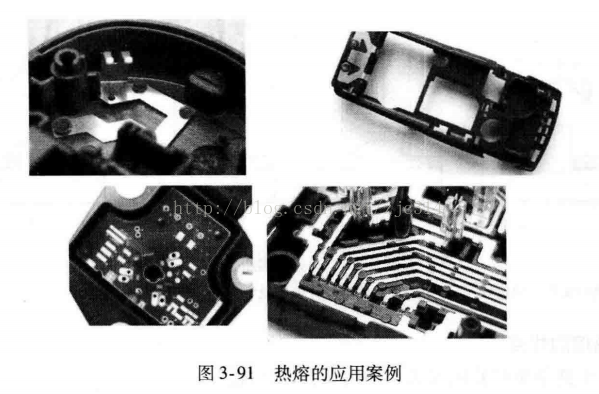
正因为热熔的这些优点,热熔获得越来越多的关注,目前热熔广泛应用于汽车、通信、玩具、航空、医疗以及消费类电子等领域,如图3-91所示。
3.热熔的类型
根据热熔柱形状的不同,热熔可分为以下类型。
3.1 实心热熔柱热熔
实心热熔柱热熔是最常见的热熔类型。合理设计热熔柱可达到自动对齐并定位功能,简化装配工序,热熔过程简单高效。实心热熔柱尺寸一般不大于塑料壁厚的2/3,最大不超过3mm。尺寸过大一方面容易造成塑胶件表面缩水,另一方面会因为厚度过厚而不易加热软化,因此实心热熔柱热熔常用于对固定强度要求不高的场合。
按照成型铆头的形状,实心热熔柱热熔可分为半圆顶形铆头热熔和双半圆顶形铆头热熔两种。
3.1.1 半圆顶形铆头热熔
半圆顶形铆头热熔如图3-92所示,具有以下特点:
>适用于热溶柱直径小于1.6mm时。
>较小的热熔柱更容易加热软化,热熔周期较短。
>在普通的加工条件下可获得完美对称的铆头。
>熔点温度较高的半结晶塑料,如PA66+30%玻璃纤维,建议采用这种方式。
>含有研磨剂的塑料建议采用这种方式。
>容易降解的塑料建议采用这种方式。

3.1.2 双半圆顶形铆头热熔
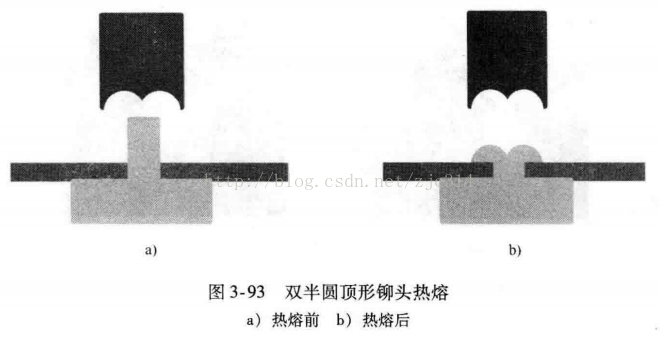
双半圆顶形铆头热熔如图3-93所示,具有以下特点:
>适用于热熔柱直径大于1.6mm时。
>低密度无研磨剂的塑料建议采用这种方式。
>可以以最容易和最快速的方法热熔大量的塑料。
>热熔焊头的对齐非常重要。
>类似于拉钉装配,提供了非常美观的外观。
3.2 沉孔热熔
当产品外形有平整度要求或有其他装配要求时,常常要求热熔后成型铆头不能突出于表面,此时可将被紧固零件对应孔设计成沉孔,如图3-94所示。沉孔热熔具有以下特点:
>适用于热熔后装配平面有平整度要求时。
>要求被紧固零件有充足厚度以进行沉孔设计。
>热熔柱的体积很重要,需确保不会超过沉孔容纳的上限。

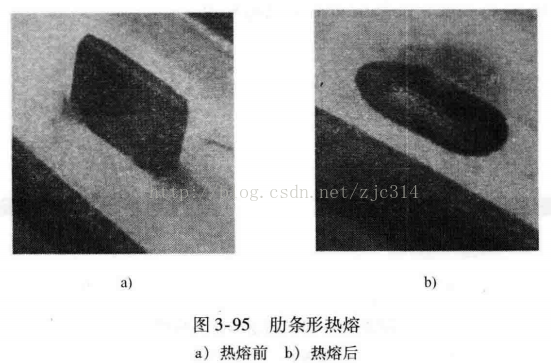
3.3 肋条形热熔柱热熔
将实心热熔柱设计成肋条形可提髙紧固强度,如图3-95所示。肋条形热熔柱热熔具有以下特点:
>适用于装配空间有限,但对紧固强度要求较高的场合。
>热熔焊头及工艺比较复杂。
3.4 空心热熔柱热熔
为保证热熔质量,必须确保热熔柱在再次成型前必须完全软化,较小直径的热熔柱相对较大直径的热熔柱更容易软化。当实心热熔柱外径大于4mm时,热熔柱就不容易加热软化或者加热时间变长,此时可将热熔柱设计成空心,可以在较短的时间内加热软化较多的塑料。空心热熔柱的热熔方式类似于实心热熔柱热熔,但紧固强度远大于实心热熔柱,如图3-96所示。空心热熔柱的壁厚在0.75〜2mm之间,1.25mm的壁厚适用于大多数的场合。
空心热熔柱热熔具有以下特点:
>适用于热熔柱直径大于4mm时。
>空心热熔柱内外侧同时加热,加热速度快,成型更均匀。
>紧固强度较高。
>外形美观漂亮。
>当需要拆卸时,可使用自攻螺钉进行替换。
>塑料背面不会产生缩水缺陷,当产品外观要求时,建议采用这种方式。

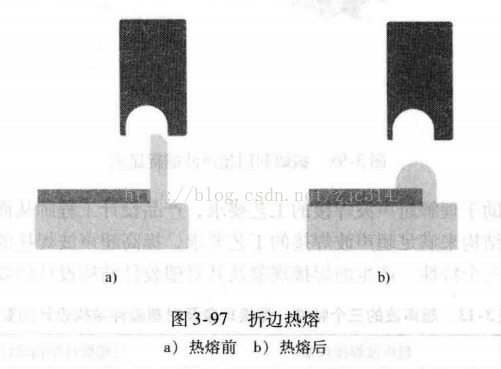
3.5 折边热熔
折边热熔是将肋条形热熔柱放置于被紧固零件的边沿或周围,加热使其折边软化,利用焊头将其翻卷,从而将另一零件紧固,如图3-97所示。
折边热溶具有以下特点:
>适用于被紧固零件是长条形、没有足够空间开孔时。
>适用于被紧固零件因为强度等原因不能开孔时。
>适用于因为空间限制无法用其他方式进行热熔或者无法用其他装配方式时。
>不会破坏被紧固零件的完整性。
4.DFMA的运用
DFMA学以致用,事前遵循,事后补缺。

//热熔的结构相对简单,但需要依据设计要求和设备厂家的不同而选择合适的结构,必要时可以向设备厂索要热熔设计指南(专业设备配合专业结构效果最好)。