本章目的:检验是最容易产生不良品的地方,但他们也是最有理由放过不良品的。

1.前言
这篇作者简写,就不举什么例子了。
检测是最容易产生错误的地方(虽然根本还在生产那一块)。原因如下:
1)检测手段永远不足。
虽然很多厂家买了一堆昂贵的检测仪器用于检测,但还是有一大堆尺寸不能准确的检测反馈,比如很多GD&T的形位公差。
2)多用抽样检验
全检,也就是全数检测,是非常耗费人力物力的。所以很多厂家采用抽样检验来代替全数检验,这是常态。
所以就容易产生一个问题,供应商送来的一批检测合格的零件,也有不合格零件的存在。
3)人性
这一点作者写不好,因为方面太多了,有些是因为偷懒,有些是因为利益关系,所以很不好的零件充斥在合格的区域里面。
大致如此。
下面是作者摘录的检测的定义,读一读这些定义,很多问题点都会有答案。
2.全数检验(One hundred percent inspection)
2.1 什么是全数检验(全检)
全数检验:是指根据质量标准对送交检验的全部产品逐件进行试验测定,从而判断每一件产品是否合恪的检验方法,又称全面检验,普遍检验。
全数检验一般应用于:
①重要的、关键的和贵重的制品;
②对以后工序加工有决定性影响的项目;
③质量严重不匀的工序和制品;
④不能互换的装配件;
⑤批量小,不必抽样检验的产品。
2.2 全数检验适用范围
①检验是非破坏性的;
②检验项目少,而且检验数量不多;
③检验费用少;
④影响产品质量的重要特性因素;
⑤生产中尚不够稳定的又比较重要的特性项目;
⑥单件、小批生产的产品和零部件;
⑦昂贵的、高精度或重型的产品以及有特殊要求的产品和零部件;
⑧能够应用自动化检验方法的产品和零部件。
2.3 全数检查的优缺点
全数检验的主要优点是:能提供产品完整的检验数据和较为充分、可靠的质量信息。
全数检验的缺点是:检验的工作量相对较大,检验的周期长;需要配置的资源数量较多(人力、物力、财力),检验涉及的费用也较高,增加质量成本;可能导致较大的错检率和漏检率。
2.4 全数检验的局限性
(1)虽然投入了很大的检验力量,但由于受检个体太多,往往导致每个受检个体检验标准降低,或检验项目减少,因此,反而削弱了检验工作的品质保证程度。
(2)检验的品质鉴别能力受到各种因素的影响,差错难以完全避免。在全数检验中,这个问题往往更加突出。由于错检和漏检的客观存在,全数检查的结果并不像人们想像中的那么可靠。
(3)不能适用于破坏性的或检验费用昂贵的检验项目。
(4)对批量大,但出现不合格品不会引起严重后果的产品,全数检验在经济上得不偿失。
由于上述原因,在品质检验中,如无必要一般不采用全数检验的方式。
2.5影响全数检验误差大小的因素
①产品批量的
②不合格品率的高低;
③检验工作的性质;
④检验工具的使用方法;
⑤检验人员的技术水平和责任心。
当产品批量非常大,不合格品率很低,检验工作单调,检验工具使用方法复杂,检验人员技术水平低,或责任心不强时,全数检验的误差就大,反之就小。
//注:虽然从理论上来讲,全检的零件都是合格的。
3.抽样检验(sampling test,sampling inspection)
3.1什么是抽样检验
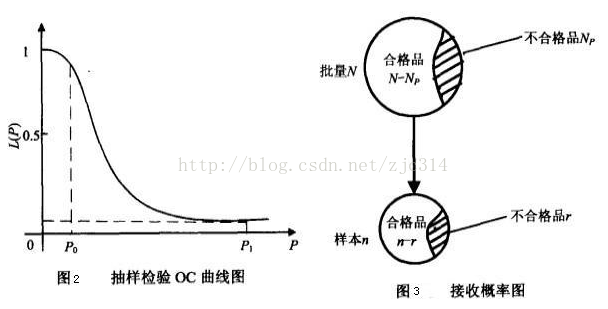
抽样检验又称抽样检查,是从一批产品中随机抽取少量产品(样本) 进行检验,据以判断该批产品是否合格的统计方法和理论。
它与全面检验不同之处,在于后者需对整批产品逐个进行检验,把其中的不合格品拣出来,而抽样检验则根据样本中的产品的检验结果来推断整批产品的质量。如果推断结果认为该批产品符合预先规定的合格标准,就予以接收;否则就拒收。所以,经过抽样检验认为合格的一批产品中,还可能含有一些不合格品
采用抽样检验可以显著地节省工作量。
在破坏性试验(如检验产品的寿命)以及散装产品(如矿产品、粮食)和连续产品(如棉布、电线)等检验中,也都只能采用抽样检验。
抽样检验是统计质量管理的一个组成部分。
3.1.1 作者关于抽样检测定义的感想
1)抽样检测说白了就是以偏概全,哪怕现在的理论再完善,还是非常容易产生错误。
2)抽样检验的目的不是找出错误的产品,这个和行业外的抽查,突击检查等可不一样。
很多新手认为认为抽样检验和抽查人的考勤次数是一回事情,就是大错特错了。
这是一个大坑!
3)作者认为:应该将抽样本身和统计分析分开来。
3)作者认为:应该将抽样本身和统计分析分开来。
很多人,甚至包括检验人员,都认为抽样检验只是抽取样件,检验是否合格即可。(很多时候就是这么做的)
但其实,之后的统计分析才是最重要的。
所以与其叫抽样检验,不如叫统计检验比较合适。
3.2抽样检验的特点
抽样检验不是检验批中的全部产品。相对于全数检验,抽样检验具有如下特点:
(1)检验的产品单位数量少,因此可以节省检验费用,降低成本。
(2)接收品中可能包含不合格品,不接收批中也可能包含合格品。
(3)抽样检验存在两类错判的风险,即把接收批误判为不接收批,或把不接收批误判为接收批。从统计检验的原理可知,这两类的错误都可以被控在一定的概率下。
3.3抽样检验的使用场合
抽样检验的使用场合如下:
(1)破坏性检验。
(2)数量很多,全数检验工作量很大的产品的检验。
(3)检验对象是连续体的检验,如对布匹、油的检验等。
(4)检验费用比较高的检验。
3.4 抽样的方法
抽样的方法有以下三种:简单随机抽样、系统抽样和分层抽样。
1)简单随机抽样
简单随机抽样是指一批产品共有N件,如其中任意n件产品都有同样的可能性被抽到,如抽奖时摇奖的方法就是一种简单的随机抽样。简单随机抽样时必须注意不能有意识抽好的或差的,也不能为了方便只抽表面摆放的或容易抽到的。
2)系统抽样
系统抽样是指每隔一定时间或一定编号进行,而每一次又是从一定时间间隔内生产出的产品或一段编号产品中任意抽取一个或几个样本的方法。这种方法主要用于无法知道总体的确切数量的场合,如每个班的确切产量,多见于流水生产线的产品抽样。
3)分层抽样
分层抽样是指针对不同类产品有不同的加工设备、不同的操作者、不同的操作方法时对其质量进行评估时的一种抽样方法。
在质量管理过程中,逐批验收抽样检验方案是最常见的抽样方案。无论是在企业内或在企业外,供求双方在进行交易时,对交付的产品验收时,多数情况下验收全数检验是不现实或者没有必要的,往往经常要进行抽样检验,以保证和确认产品的质量。验收抽样检验的具体做法通常是:从交验的每批产品中随机抽取预定样本容量的产品项目,对照标准逐个检验样本的性能。如果样本中所含不合格品数不大于抽样方案中规定的数目,则判定该批产品合格,即为合格批,予以接收;反之,则判定为不合格,拒绝接收。