本章目的:正确选择材料和工艺,兼顾可靠性与创新。
1.前言
从产品的概念设计起到样机结束阶段,零件材料和工艺的选择,都会有涉及。
这些选择是非常重要的,常常会影响产品的走向。
作者在这里介绍两类材料和工艺的选择办法。
一类常用且可靠性较高,但设计容易限制在藩篱内。
而另一类是打破依靠经验和惯性来设计产品的,多用于创新型设计,但耗费的时间和精力就较多。
合理选择吧。
2.常用的材料工艺选择办法
2.1 沿用同类产品材料和工艺
沿用同类产品的材料工艺是最牢靠最省时间的办法。
没错,就是抄。如果你喜欢好听一点的词,可以称之为“沿用”、“模仿创新”等。请不要考虑丢脸之类的,这才是最保险最可靠的方式,结构设计最初的考量抄袭才是正确的。
如何很好地抄袭,也是考量一个工程师的功底的。比如塑胶件的材料码的寻找,钣金压铸等通用材料选择等。
从专利规避上讲,作者还没有看过材料抄袭侵犯专利的。
从可靠性设计的依据来看。FMEA手册(质量五大工具的泰山北斗)中有明确记载,如下:

所以,这种“沿用”,是有非常强大的理论依据的,别说不会。
而且从FMEA表中看出,越是创新,需要肩负的风险越大。并不是说创新不好,但希望读者理解风险的概念。
“沿用”的顺序依次是:
1)标杆产品/竞品的材料和工艺;
2)同类产品的材料和工艺:比如车用产品就可以抄同一系统或子系统下的产品的材料和工艺,因为工作条件几乎是一样的;
3)听取材料供应商意见。在有实物保证的前提下,采用满足条件的材料(这条必须慎重采用!)。
作者一直在想,如何很好地表达这种理念。核心点在于,遇到了问题首先需要“找现有方法”,而不是去“想新方法”。
2.2 专用的材料工艺数据库
一般国内的公司很难有这个东西,暂时也不想多写。
但一些较正规的公司会有自己的结构设计指南或手册,在手册中会详细叙述公司内部所用的材料以及其牌号,这是极好的。
有心的读者可以收集相关的手册及其中材料和牌号,转换成一般的国标牌号,建立自己的材料数据库。
3.创新性材料工艺选择办法
3.1 创新意味着打破惯性
不要小看工程师自己的惯性。做塑胶件的工程师设计产品会第一时间选择塑胶工艺,钣金工程师会选钣金,机械加工工程师选机加,其他同样。这个在国外是做过数据调查的。如下图:
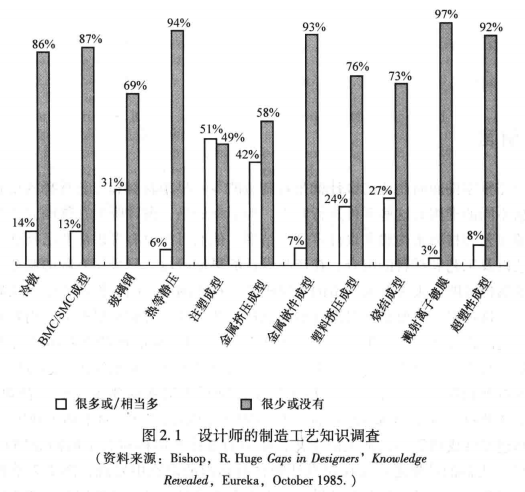
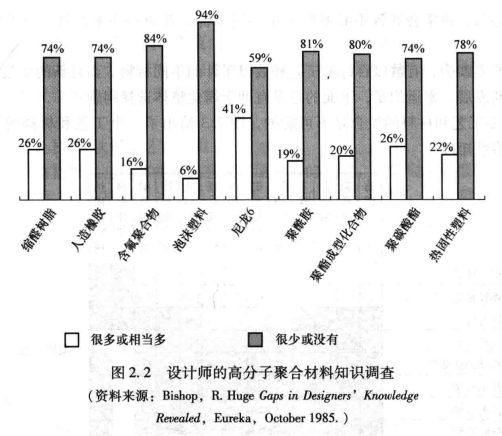
所以,当工程师需要创新性设计时,常常需要具体的方法,而不是经验。经验反而是一种束缚。
作者提供几种方法。
3.2 材料工艺兼容矩阵
这可是一个好方法。
从DFM总章节中我们了解到制造工艺有其限制。
为了制造一个特定的零件,需要选择适当的工艺,它的基础是零件的各种所需属性要和不同工艺性能之间配合良好。且零件的所有功能决定之后,就可以用表列出重要的几何特性、材料特性和其他所需的属性。
这代表一种“购物单”,必须添上材料特性和工艺性能。在“购物单”上的属性和零件的最后功能有关,并且由几何形状和服务条件确定。
大多数零部件并不是由单一工艺产生的,而且需要不同的一些工艺来完成最后零件所需要的属性。特别当成形工艺作为初始工艺时,需要用材料切削和精加工工艺来产生零件的一部分或者最后的特性,这种情况就很典型。很明显,把许多工艺结合在一起使用是必要的。单一工艺通常不能完成零件的所有最终属性。但请紧记,DFMA分析的目的之一简化产品结构并强化零件。
经验表明,充分利用初始制造工艺的各种性能,提供零件尽可能多的所有属性,一般来说这样是最经济的。
//就是说,如若想要省钱,能一次注塑成形了事,就不需要增加机加工来处理等。
3.2.1 材料工艺兼容矩阵基础概念:材料工艺组合限制
通常有数以百计的工艺和成千上万的各种材料,而新的材料和工艺又不断的开发。幸运的是,下列的观察结果可以帮助简化所有的选择问题。
1)许多工艺和材料的组合模式是不可能的,如下图所示的材料工艺兼容性矩阵。

2)许多工艺之间组合是不可能的,因此不会出现在任何加工序列中;
3)一些工艺只影响零件的一种属性,特别是表面处理工艺和热处理工艺就是如此;
4)工艺序列有一个天然的次序:先为成形工艺,随后通过切削材料来精制特征,最后增强材料的特性。
依据这种工艺分为:①初级工艺;②初级/次级工艺;③三级工艺;
有些工艺将初级工艺指那些为制造生产原材料的工艺。列如平板卷制、拉管及拔丝。在本文谈及生产零部件时,初级工艺这个术语主要指成形工艺。这样的工艺通常首先出现在操作的序列之中,应该选择工艺尽可能多地生成零件所需的属性。铸、锻和注射是主要成形工艺的例子。
初级/次级工艺能形成零件的主要形状,在零件上形成特征或精制零件上的特征。这些工艺在工艺序列中的开头或稍后一些出现。这种工艺范围包括材料切削和其他工艺诸如机加工、磨以及绞。
三级工艺不影响零件的几何形状,并且总在初级/次级工艺之后出现。它的范围包括精加工工艺、诸如表面处理和热处理。因为三级工艺仅仅影响零件的单一属性,因此三级工艺的选择可以简化(较为简单)。列如,研磨可以实现良好的表面精加工,而镀层经常用来改进外观或抵抗腐蚀。

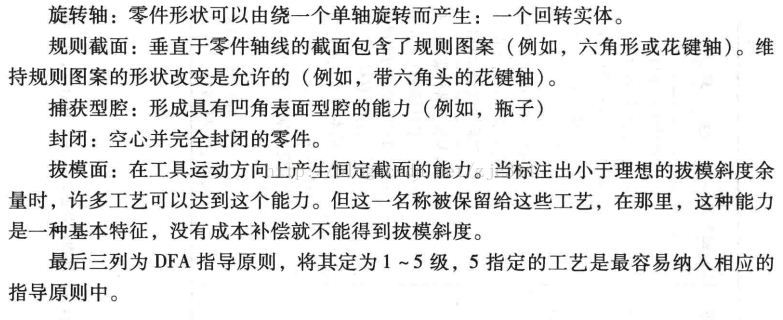
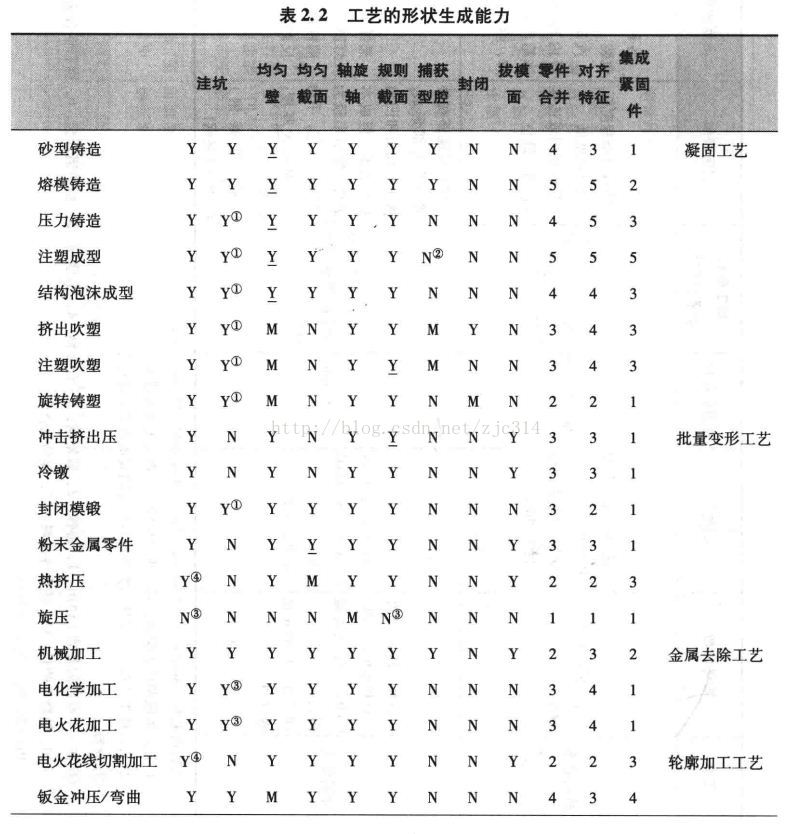
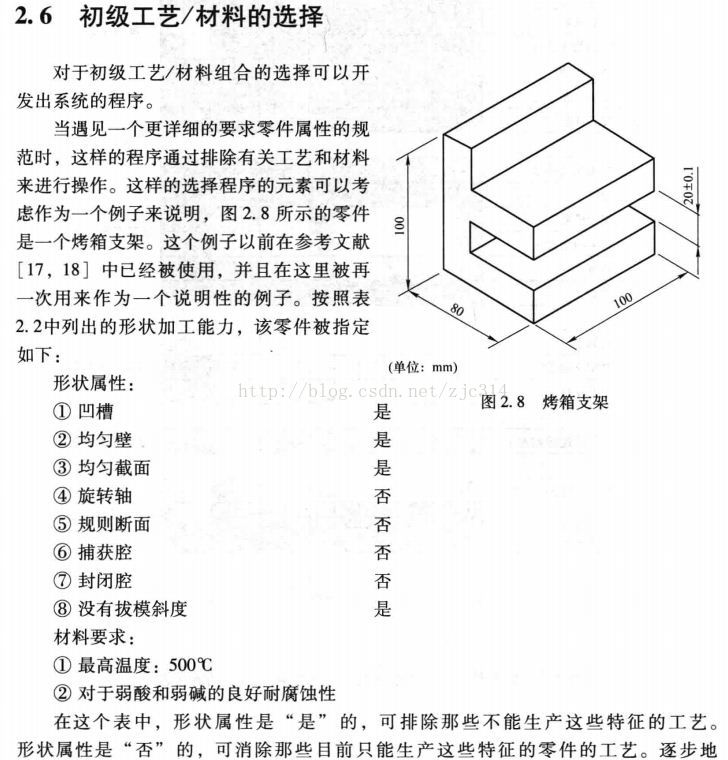
3.2.2 材料工艺兼容矩阵基础概念:零件的形状属性定义
了解形状属性定义是为了制作材料工艺兼容矩阵做准备。

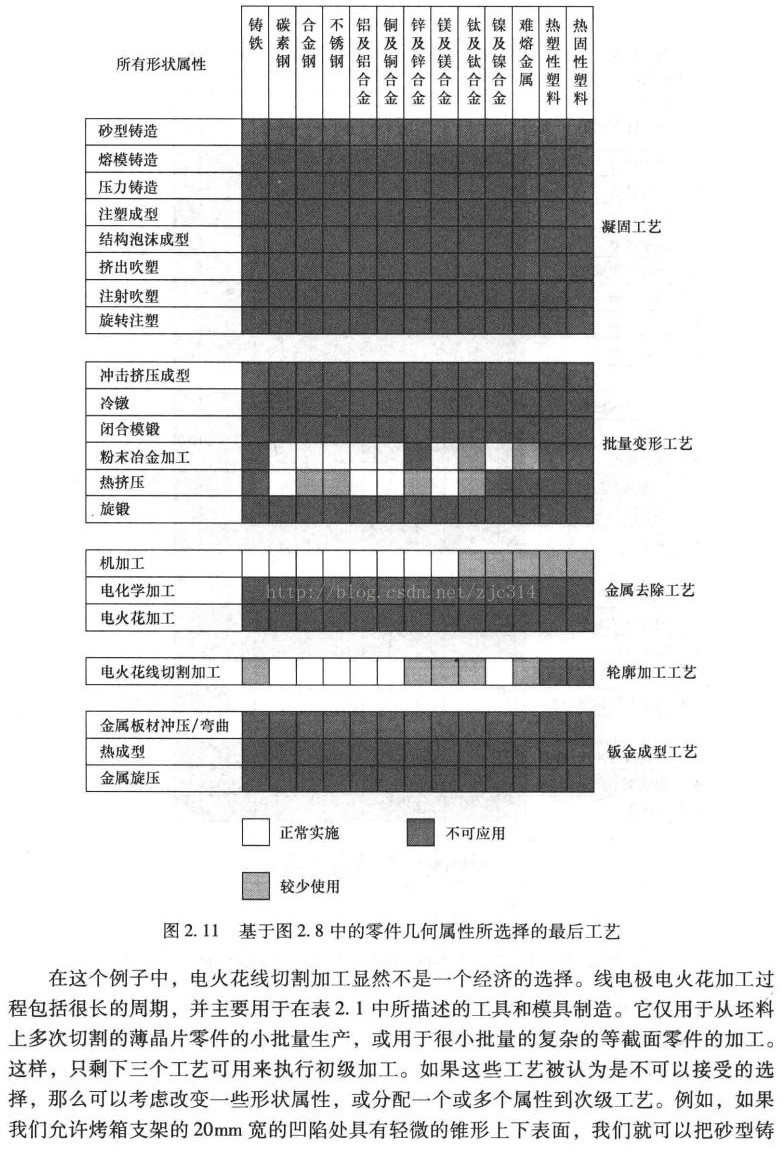
3.2.3 材料工艺兼容矩阵的举例运用
以下内容可以在《面向制造及装配的产品设计》-(美)布斯罗伊德著找到,读者可以详细再看。



3.2.4 材料工艺兼容矩阵的软件制作
1)关于《面向制造及装配的产品设计》-(美)布斯罗伊德著 第三版的翻译。作者的感想是,翻译的语言水平较高但机械行业的基础太差。就像某些买了正版的企业去翻译《海O王》一样,真的又坑又绕口。
相对而言第二版翻译好得多。
所以建议读者同时下载第三版英文和第二版中文,对照查看。
2)其实材料工艺兼容矩阵的本质就是:输入设计要求,删选数据库的材料和工艺,输出答案。
3)关于材料工艺兼容矩阵,作者是非常希望能用软件来辅助设计的,用excel表格不是不行,但太费力气,委实不值得。作者自己曾经尝试制作过这个软件,但失败了。
作者找到了一位软件合作者,后期会把上面的矩阵前端软件化。一期目标是书上的简单概念运用,最终目标是详细到材料的牌号。如铝合金的牌号--铝合金有些牌号只能用挤出工艺而有些可以压铸。数据库当然会持之以恒地更新的。
3.3 TRIZ
作者放在这里,是因为作者知道这个方法可以带来材料和工艺上的创新。
但作者对这个方法也没有掌握,所以不能乱写。所以暂时先放着,后面再更新吧,
4.小结
作者是希望完善材料和工艺兼容矩阵软件的,特别是数据库方面。因为很多好的设计常常在自己的意识旁边,自己却忽略了。而且这个软件能带来方便。
当然,作者也知道这个很难。但怎么说呢,得道者多助,慢慢来吧。
其他的,暂无。