本章目的:针对每一个装配工序,运用DFA进行优化。
1.前言
工序的优化在产品的精简之后。
这个是作者的实际做完DFA后得出的结论。原因倒是很简单,一个精密的产品,哪怕只是优化了一个零件,对整体的装配工序也许就是大变样了。为了不白做工,希望装配工序的优化尽量放在产品精简之后。
装配工序的优化总会付出一定的代价,如零件设计的复杂,制造的成本增高,这是肯定的!所以作者希望大家能理解这些DFA理念的基础上,能达成一致后去付出这些代价。
至于这些代价值不值得,如增加定位特征必定增加制造成本之类的。拜托,这些原则不是作者搞的,而是国外的boothloyd公司反复多年总结的理论,大部分时候是值得信赖的。他们实践了很长时间才得出,这样才是真!省钱!
当然,最高手的工程师,能够依据实际情况,取舍运用这些原则,作者也是这么认为的。但一般的工程师和公司,能够100%遵守,便是一个大阶段了。
一个工序的7个步骤在总章也有介绍,别忘了。
1)放置好零件基座;
2)识别零件;
3)抓取零件;
4)移动零件到装配位置;
5)零件调整到正确位置;
6)零件被固定;
7)检测;
这一章就是针对一个工序的这7个步骤进行优化。
对于装配工序的具体优化原则如下:
2.设计一个稳定的基座
2.1 稳定的基座(3个条件)
产品装配中一个稳定的基座能够保证装配顺利进行,同时可以简化产品装配工序,提高装配效率,减少装配质量问题。
一个稳定的基座应当具备如下条件
1)基座必须具有较大的支撑面和足够的强度以支撑后续零件,并辅助后续零件的装配。
2)在装配件的移动过程中,基座应当支撑后续零件的固定而不发生晃动以及脱落。
3)基座必须包括导向或定位特征来辅助其他零件的装配。
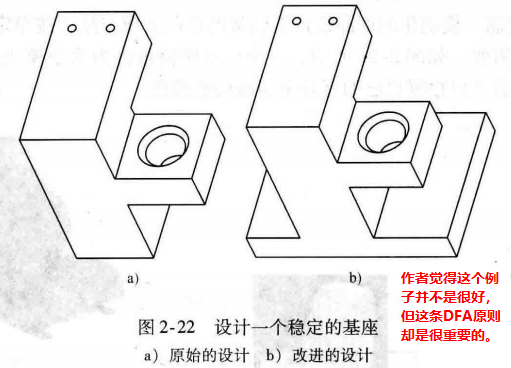
图2-22所示是一个产品的基座零件。在原始的设计中,零件上大下小,很容易倾斜,不利于后续零件的装配;在改进的设计中,在零件底部增加了一个较大面积的平面,用于提供一个稳定的支撑面,使得后续零件的装配变得非常稳固,能够提高装配效率,减少装配质量问题。
2.2 最理想的装配是金字塔式的装配
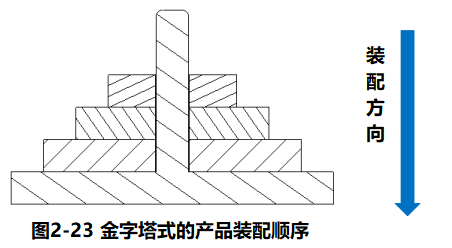
最理想的装配方式是金字塔式装配方式。小时候玩积木的经验告诉我们,要想把积木搭得比别人高、比别人快,一定要把最大的积木放在最下面,然后依次放较小的积木,越到上面积木越小。产品的装配也是如此,最理想的产品装配方式是金字塔式的装配,一个大而且稳定的零件充当产品基座放置于工作台上,然后依次装配较小的零件,最后装配最小的零件;同时基座零件能够对后续的零件提供定位和导向功能,如图2-23所示。
2.3 避免把大的零件置于小的零件上装配
产品设计工程师常犯的一个错误是把较大的零件(或组件)置于较小的零件(或组件)上进行装配,这很容易造成装配过程不稳定、装配效率低,容易发生装配质量问题,而且有时装配不得不借助装配夹具的辅助。如图2-24所示,在原始的设计中,较大的零件放置于较小的零件上进行装配,装配过程不稳定,装配困难,容易出现装配质量问题;在改进的设计中,把较小的零件放置于较大的零件上,裝配过程稳定、轻松,装配质量高。如果因为设计限制,大的零件不得不放置于小的零件上,那么在设计时也必须在小零件上添加额外的特征,以提供一个稳定的基座。

3. 设计零件容易抓取
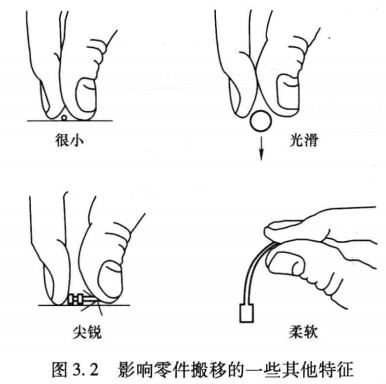
3.1 避免零件过小、过重、过滑、过黏(有磁性)、过热、过软
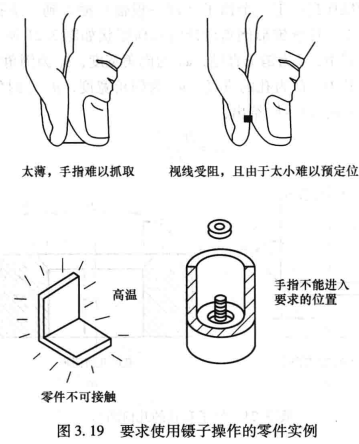
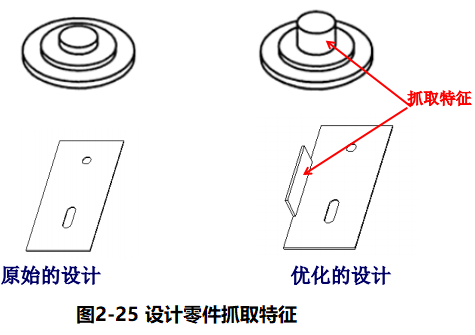
3.2 设计抓取特征(需要手工拆卸的场合)
3.3 避免零件锋利的边、角
4. 避免零件互相缠绕
4.1 避免零件本身互相缠绕
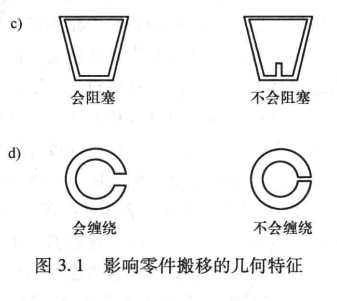
如果零件缠绕在一起,在装配时,操作人员在抓取零件时不得不耗费时间和精力把缠绕的零件分开,而且还可能造成零件的损坏。如果产品是自动化装配,那么零件互相缠绕在一起会造成零件无法正常进料。些零件容易出现缠绕的设计以及相应的改进设计如图2-26和图3.1所示。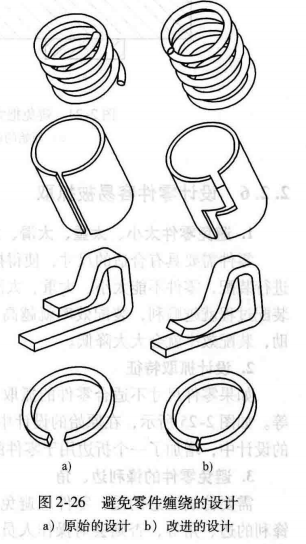
4.2 避免零件在装配过程中卡住
不合适的零件形状可能造成零件在装配过程中卡住,降低装配效率和产生装配质量问题,如图2-27所示。
5. 减少零件装配方向
零件的基本装配方向可以分为六个:从上至下的装配,从侧面进行装配(前、后、左、右),从下至上的装配。
5.1 零件的装配方向越少越好
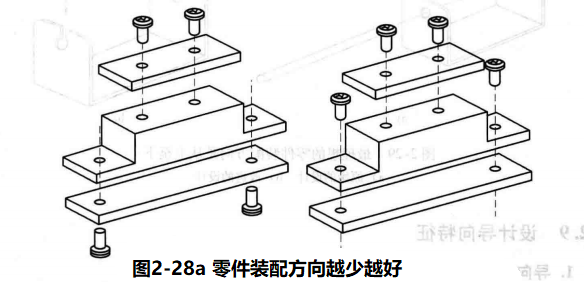
对于产品装配来说,零件的装配方向越少越好,最理想的产品装配只有一个装配方向。装配方向过多造成在装配过程中对零件进行移动、旋转和翻转等动作,降低零件装配效率,使得操作人员容易产生疲惫,同时零件的移动、旋转和翻转等动作容易造成零件与操作台上的设备碰撞而发生质量问题。只有一个装配方向的零件装配操作简单,对于自动化装配来说,这也是最方便的。如图2-28a所示,原始的设计中具有两个装配方向,当下面两个零件固定好后,两个零件必须翻转180°,再固定最上面的零件;改进的设计中只有一个装配方向,零件不需要翻转就可以把三个零件装配在一起,装配过程简单。
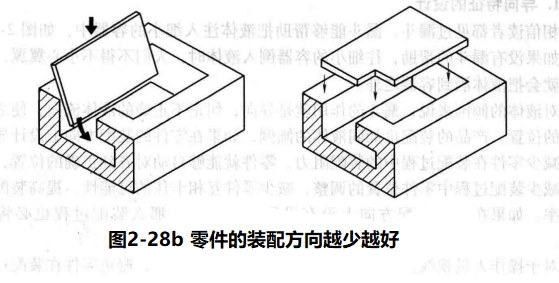
如图2-28b所示,原始的设计中零件的装配方向是从上而下外加一个旋转方向,装配过程复杂,同时可能造成零件之间的碰撞而发生损坏;改进的设计中零件从上而下进行装配,装配过程简单。
5.2 零件的装配方向从上至下最好
零件的六个基本装配方向中:
从上至下的装配,可以充分利用重力,是最理想的装配方向。
从侧面进行装配(前、后、左、右),是次理想的装配方向。
从下至上的装配,由于要克服重力对装配的影响,是最差的装配方向。
在产品设计时,应尽量合理地设计产品结构,使得零件的装配方向是从上至下。利用零件自身的重力,零件就可以轻松地被放置到预定的位置,然后进行下一步的固定工序。相应的,从下至上的装配方向因为需要克服产品的重力,零件在固定之前都必须施加外力使之保持在正确的位置,这种装配方向最费时费力、最容易发生质量问题。
如图2-28a所示,改进的设计中零件只具有一个从上至下的装配方向,零件装配效率和装配质量均比较高。
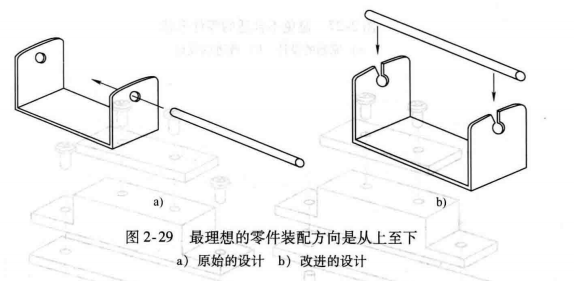
如图2-29所示,改进的设计中零件从上至下进行装配,装配效率和装配质量都比原始的设计有很大提高。
6.设计导向特征
6.1 设计导向特征
相信读者都见过漏斗,漏斗能够帮助把液体注入细小的容器中,如图2-30所示。如果没有漏斗的帮助,往细小的容器倒入液体时,人们不得不小心翼翼,一不留神就会把液体洒到容器之外。

对液体的倾倒来说,漏斗的作用就是导向,纠正不正确的液体流向,使之流向正确的位置。产品的装配也如同液体的倾倒,如果在零件的装配方向上设计导向特征,减少零件在装配过程中的装配阻力,零件就能够自动对齐到正确的位置,从而可以减少装配过程中零件位置的调整,减少零件互相卡住的可能性,提高装配质量和效率。如果在零件装配方向上没有设置导向特征,那么装配过程也必将磕磕碰碰。对于操作人员视线受阻的装配,更应该设计导向特征,避免零件在装配过程中被碰坏。
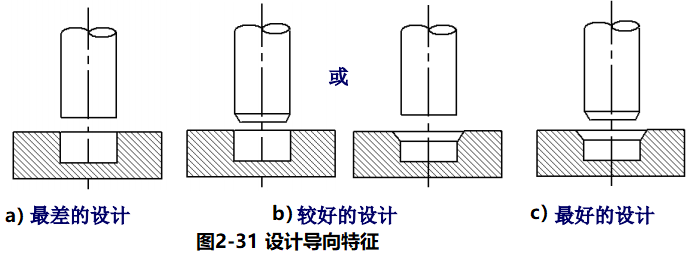
如图2-31所示,最差的设计中零件在装配过程中没有导向(见图2-31a),如果零件稍微没有对齐,则很容易被阻挡无法前进,造成装配过程中止。如果此时遇到不理智的操作人员使用蛮力来强行装配,很容易造成零件损坏。
较好的设计是在基座零件上或者插入的零件上增加斜角导向特征,这样能够使得装配过程顺利进行(见图2-31b)。
当然,最好的设计是在基准零件上和插人的零件上均增加斜角导向特征,这样零件的插入阻力最小,装配过程最为顺利,同时对零件相应的尺寸也可以允许宽松的公差(见图2-31c)。
常用的导向特征包括斜角、圆角、导向柱和导向槽等,斜角的例子如图2-31b和c所示。
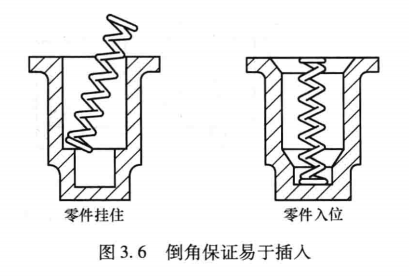
再如图3.6所示,增加倒角能保证易插入。
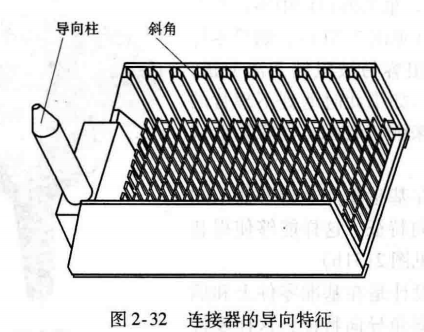
连接器是电子电器产品中常用的一个零件,连接器成本高,但很脆弱,在产品装配过程中如果没有正确对齐就容易造成损坏而报废,因此连接器的导向特征设计至关重要。图2-32所示的连接器具有两个导向特征,一是导向柱,二是上下两侧的斜角。连接器的导向特征设计能够提供连接器之间实现快速装配,避免装配损坏,确保装配质量和电子信号的顺利传输。
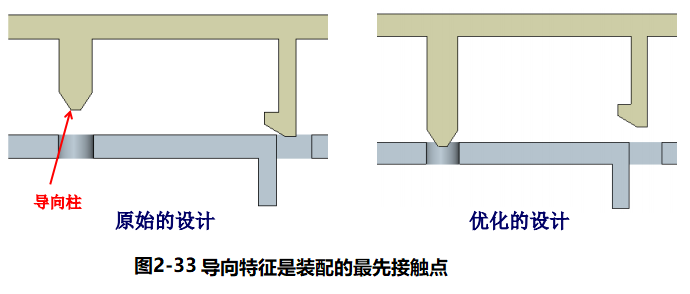
6.2 导向特征应该是装配最先接触点
6.3 导向特征越大越好
导向特征越大,越能容忍零件的尺寸误差,越能减少装配时间的调整和对齐,导向效果越好。如图2-34所示。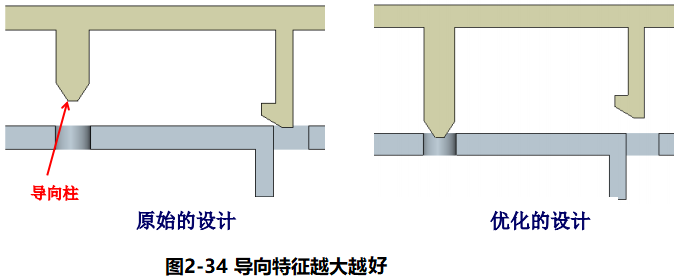
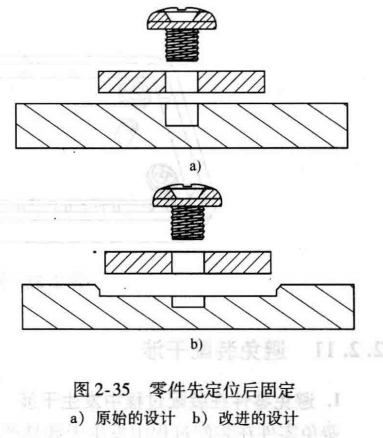
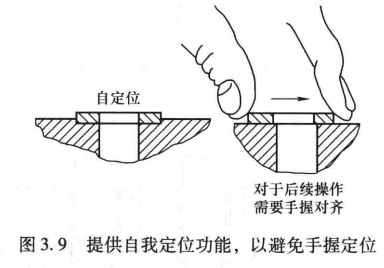
7. 先定位后固定(重要)
如图2-35和图3.9所示,在原始的设计中,零件不能自动定位,因此在螺钉固定的过程中零件不得不反复调整对齐到正确位置;在改进的设计中,基座零件上的凹槽限制了零件的移动,使得零件能够自动定位对齐到正确位置,避免了在螺钉固定时手动调整的多余动作。
7.1 四周增加限位(不推荐)
在塑胶底座的四周增加限位,在固定之前使得PCB自动对齐到正确位置,如图2-36所示。需要注意的是,PCB与塑胶四周的限位间隙不可太小,否则容易造成PCB过约束,这会在本章稍后的章节讲到;同时限位间隙不可太大,否则没有定位的效果。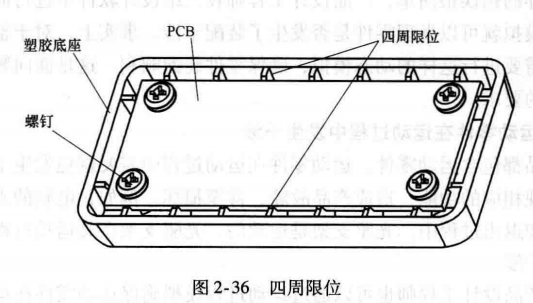
7.2 使用定位柱(推荐)
使用定位柱(如果导向柱的精度较高,导向柱也可以被当成定位柱使用),在螺钉固定之前使PCB自动对齐到正确位置,如图2-37所示。对于钣金件来说,在钣金件上铆接定位螺柱可以起相同的作用。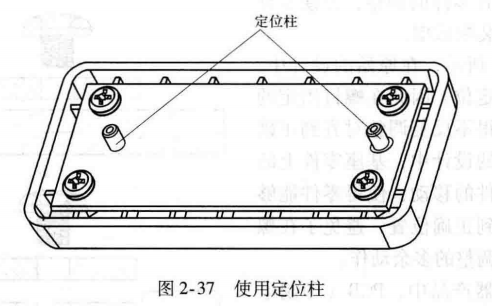
7.3 四孔优化
8. 避免零件装配干涉
8.1 避免零件在装配过程中干涉
避免零件在装配过程中发生干涉是产品设计最基本、最简单的常识,但这也是产品设计工程师最容易犯的错误之一。
零件的装配过程应该很顺利,装配过程中不应该出现阻挡和干涉的情况。但是在三维设计软件(如Po/ Engineer)中进行三维建模时,产品是静态的,产品设计工程师常常忽略了产品的具体装配过程以及零件是如何装配到正确位置的。于是在零件制造出来后,零件品质很好,但零件很难装配在一起,此时只好求助于锉刀等工具。
避免这样的错误很简单,产品设计工程师在三维设计软件中进行简单的产品装配过程动态模拟就可以发现零件是否发生了装配干涉。事实上,对于整个产品的装配过程,都需要进行这样的动态模拟,确保零件装配顺利。这是面向装配的产品设计中最基本的要求。
8.2 避免零件在运动过程中干涉
很多产品都包含运动零件,运动零件在运动过程中需要避免发生干涉,否则会阻碍产品实现相应的功能,造成产品故障,甚至损坏。例如,电脑的光驱支架,在光盘的放入和退出过程中,光驱支架是运动的,光驱支架在其运动行程中不能与其他零件发生干涉。
对此,产品设计工程师也可以通过运动过程模拟确保运动零件在运动过程中畅通无阻,避免发生运动干涉。
8.3 避免用户在使用过程中发生干涉(如插线盘)
产品设计工程师也需要考虑在产品的具体使用过程中零部件的干涉问题,避免用户在使用产品时发生干涉问题。
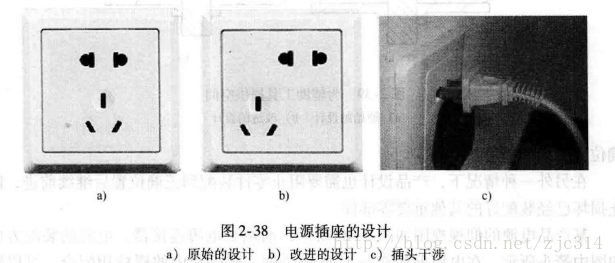
如图2-38所示,在原始的设计中,电源插座的两相插孔和三相插口距离很近,这容易造成用户如果同时使用两相线缆和三相线缆时发生干涉,一个线缆插头插不进插口;在改进的设计中,只需将两相插孔和三相插孔做相应的偏移,增大二者的距离,即可解决此干涉问题。
9. 为辅助工具提供空间(如螺钉枪)
零件在装配过程中,经常需要辅助工具来完成装配。例如,两个零件之间通过螺钉固定,零件的装配需要电动螺钉旋具的辅助;两个零件通过拉钉来固定,那就需要拉钉枪来辅助。在产品设计中需要为辅助工具提供足够的空间,使得辅助工具能够顺利完成装配工序。如果产品设计提供的空间不够大,阻碍辅助工具的正常使用,势必会影响装配的质量,严重时甚至使得装配工序无法完成。由于现今的多数产品都倾向于在更小的尺寸空间内集成更多的功能,这就对产品设计提出了挑战,因此在产品装配中经常会出现辅助工具无法正常使用的状况。至于具体的空间多大才合适,这就需要了解辅助工具的尺寸及其工作原理,也可以向制造工程师寻求帮助。
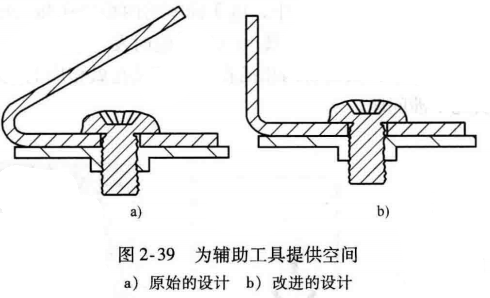
如图2-39所示,在原始的设计中,螺钉旋具没有足够的操作空间,在使用过程中会和零件发生干涉,螺钉无法拧入,零件不能固定;在改进的设计中,螺钉旋具有足够的操作空间,零件能够顺利固定。
10. 为重要零部件设计装配止位特征
产品中一般都包括很重要但同时又比较脆弱的零部件,如电脑中的硬盘、电源以及一些印制电路板等,这些零部件极容易损坏,产品设计时需要确保这些重要的零部件在装配和使用过程中不被损坏。最容易发生的失效方式是这些重要零部件装配到正确位置后,由于操作人员或者消费者用力不当,使得零部件继续前进,碰到其他零件而损坏,因此,有必要在产品中设计止位特征,阻止重要零部件装配到正确位置后继续前进。
在另外一种情况下,产品设计也需要阻止零件装配到正确位置后继续前进,防止损坏已经装配好的其他重要零部件。
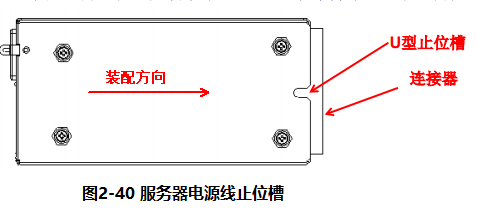
某产品电源的仰视视图如图2-40所示,前端是电源连接器,电源的装配方向如图中箭头所示。在电源前端有一U形止位槽,同机箱中的螺柱相配合,可以阻止电源装配到正确位置后继续前进,避免损坏电源连接器或者与电源配合的印制电路板及其上面的重要零件。
11. 防止零件欠约束和过约束
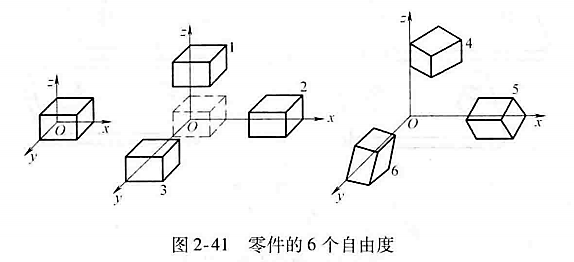
空间上任何一自由物体共有6个自由度,分别是3个沿着x、y、z坐标轴移动的自由度和绕着3个坐标轴转动的自由度,如图2-41所示。
1)完全约束:如果零件在6个自由度上均存在约束,称之为完全约束。
2)欠约束:如果零件在1个或1个以上的自由度上不存在约束,称之为欠约束。
3)过约束:如果零件在1个自由度上有2个或者2个以上的约束,称之为零件过约束。
产品设计需要避免零件欠约束和过约束,只有当零件完全约束时,零件才能在产品中正确的装配以及行使应有的功能。
11.1避免零件欠约束(注意大尺寸零件)
值得注意的是,如果零件尺寸比较大,那么零件的约束需要尽量覆盖零件的整个范围,而不仅仅是在某一个角落对零件进行约束。
11.2 避免零件过约束
设计师常有这样的问题:零件都通过了检查,尺寸都在公差范围之内,为什么还是装配不上?
过约束及公差分析就是常见的症结所在。
零件发生过约束,要么零件很难进行装配,要么产生装配质量问题,或者装配好之后零件之间存在应力。
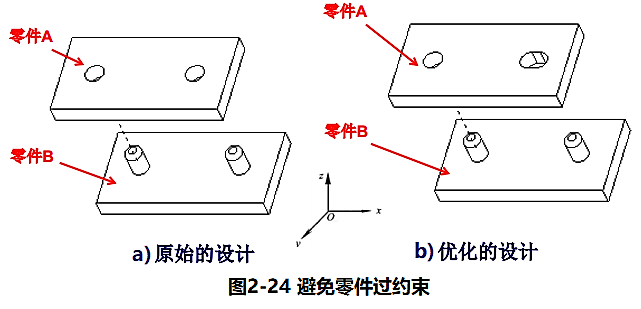
如图2-42所示,在原始的设计中,零件A与零件B在x方向上有两个约束,因此零件在x方向上过约束。由于零件制造公差的存在,此时很容易发生第一个柱子插入到第一个孔后,第二个柱子很难插入到第二个孔中,而且由于无法判定哪个柱子与孔决定了零件A的位置,很难通过尺寸管控来提高产品装配质量。在改进的设计中,零件A的第二个孔为长圆孔,避免了在x方向过约束,零件A能够轻松地插入到零件B中;同时,零件B的第一个柱子和零件A的第一个孔决定了零件A的位置,通过管控相应的尺寸就能够轻松地管控零件A的位置。
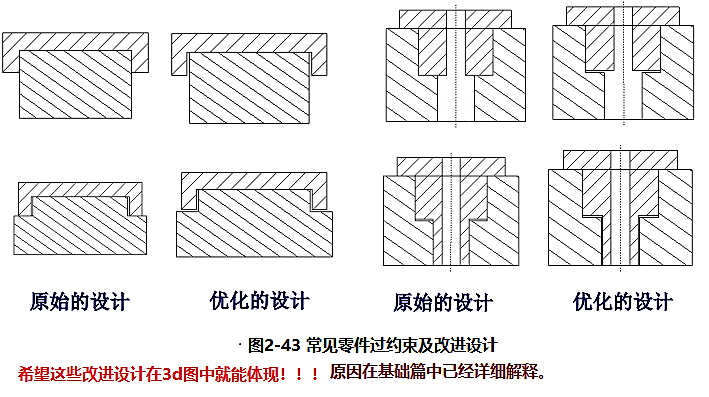
其他常见的零件过约束设计及其改进的设计如图2-43所示。
当零件之间通过多个螺钉固定时,产品设计工程师常发现最后几个螺钉与螺钉孔总是没有对齐,很难把螺钉固定上。在这种情况下,可以把一个螺钉孔设计为小孔(即孔的直径比螺钉直径稍大),另外一个孔设计为长圆孔(即孔的直径与小孔直径一样大,长度稍长,需要注意的是长圆孔的长度方向平行于小孔与长圆孔之间的直线),其余的均是大孔(即孔的直径比螺钉直径大得多),如图2-44所示。

其中小孔与长圆孔起着定位的作用,而大孔的设计则避免了零件过约束。这既保证了零件的装配位置精度,又保证了零件的顺利装配。不过这样的设计需要在零件装配时指明固定螺钉的顺序,小孔先固定,然后是长圆孔,最后是其他的大孔。
同时,作者建议,圆孔设计在右手侧而长圆孔设计在左手侧。这样可以保证操作工在误操作的时候,也能够先打圆孔,再打长圆孔。(因为装配工人一般会先顺手打离自己手近的那一个)
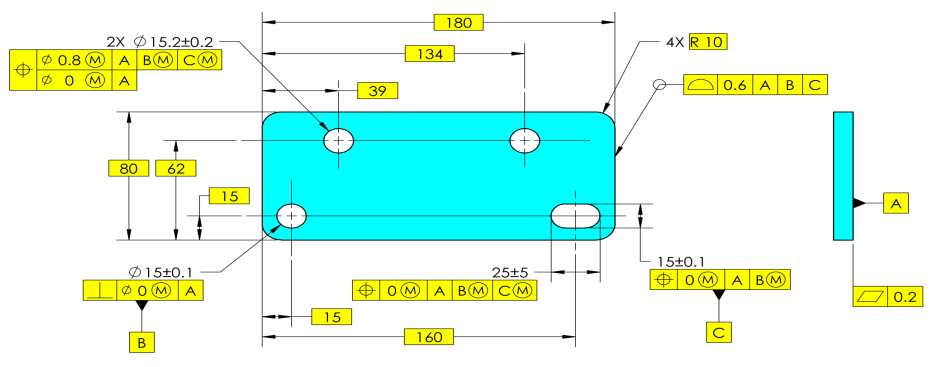
其形位公差可以参考下图,当然一般公差标注不需要做到如此精致(国内)。
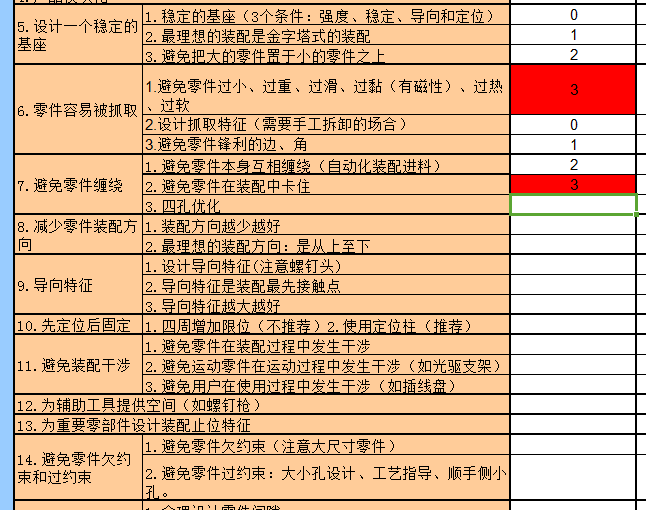
12.DFMA表格
13.DFMA章节对应的资料
